
热喷涂原理特点分类用途及操作步骤,安全事项介绍
一、热喷涂技术的是什么
热喷涂技术是一种表面处理技术,通过高温和高速度将喷涂材料喷涂到被处理表面上,形成一层涂层。涂层可以改善材料的表面性能,增强其耐磨性、耐腐蚀性、耐高温性等,从而提高材料的使用寿命。
二、热喷涂技术的原理
热喷涂技术的原理是将喷涂材料加热至熔化状态,然后通过高速喷射将喷涂材料喷涂到被处理表面上。喷涂材料可以是金属、陶瓷、聚合物等不同类型的材料,也可以是复合材料。喷涂材料的选择取决于被处理材料的性质和所要求的涂层性能。
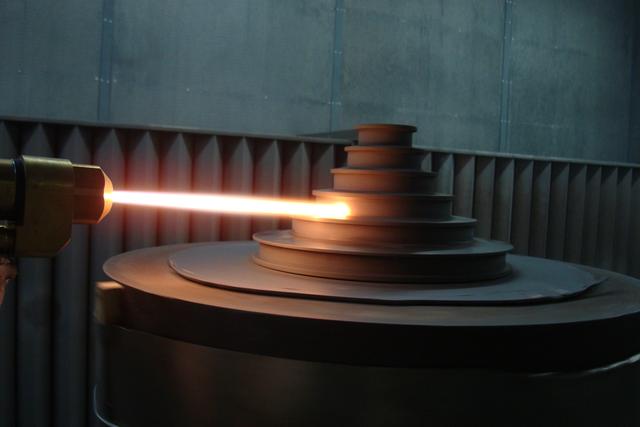
热喷涂利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰流本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层。在此过程中,涂层材料首先被加热至塑态或熔融态,随后利用压缩空气进行加速,使颗粒束流以高速冲击基体表面。这些受约束的颗粒在冲击过程中变形,形成叠层薄片,并牢固地粘附在基体上。随着这些叠层薄片的不断冷却和堆积,最终在基体上形成一层层状的涂层。
三、热喷涂的特点
- 设备简单,操作灵活。热喷涂技术既可对大型构件进行大面积喷涂,也可在指定的局部进行喷涂;既可在工厂室内进行喷涂,也可在室外现场进行施工。
- 涂层材料广泛。用于热喷涂的涂层材料可以是金属、陶瓷、塑料等多种材料,因此可以根据需要选用不同的涂层材料来获得所需的性能。
- 基体材料多样。热喷涂技术可以应用于多种基体材料上,如金属、陶瓷、玻璃、塑料等,并且对基材的组织和性能几乎没有影响。
综上所述,热喷涂是一种高效、灵活且广泛应用的表面强化技术,它能够为工件提供多种功能的涂层,从而提高产品的质量和附加值
四、热喷涂技术的分类
热喷涂技术主要包括火焰喷涂、电弧喷涂和等离子喷涂等几种类型,广泛应用于航空航天、汽车制造、机械制造等领域,具有提高材料性能、延长使用寿命等优势。
热喷涂技术是一种重要的表面工程技术,它通过在基材表面喷涂一层或多层涂层,改善材料的性能,提高使用寿命。根据不同的热源和喷涂方式,热喷涂技术可以分为多种类型,下面将介绍其中几种主要的类型及其应用领域。
1、火焰喷涂
火焰喷涂是利用燃烧产生的高温火焰将喷涂材料加热至熔化或半熔化状态,然后喷涂到基材表面形成涂层。火焰喷涂适用于喷涂金属、陶瓷等材料,广泛应用于航空航天、汽车制造、机械制造等领域。火焰喷涂具有涂层厚度大、结合力强、耐磨性好等优点,但喷涂速度较慢,生产效率较低。
2、电弧喷涂
电弧喷涂是利用电弧产生的高温将喷涂材料熔化,然后通过高速气流将其喷涂到基材表面。电弧喷涂适用于喷涂金属、合金等材料,广泛应用于桥梁、建筑、船舶等领域。电弧喷涂具有喷涂速度快、生产效率高、涂层质量好等优点,但喷涂过程中产生的噪音和粉尘较大,需要注意环保问题。
3、等离子喷涂
等离子喷涂是利用等离子弧产生的高温将喷涂材料熔化,然后通过高速气流将其喷涂到基材表面。等离子喷涂适用于喷涂陶瓷、金属陶瓷等高性能材料,广泛应用于航空航天、电子、石油化工等领域。等离子喷涂具有涂层质量高、结合力强、耐磨性好等优点,但设备成本较高,操作技术要求较高。
除了以上三种主要类型外,热喷涂技术还包括爆炸喷涂、高速火焰喷涂等多种类型。随着科技的不断发展,热喷涂技术也在不断创新和完善,为各行各业提供了更加优质、高效的表面工程解决方案。
五、热喷涂材料种类
(1)按材料形状分为线材、棒材和粉末。
(2)按材料成分可分为金属及合金、自熔性合金、复合材料、陶瓷等。
(3)按喷涂层工作环境和使用要求可分为耐磨喷涂材科、耐腐蚀喷涂材料和结合底层材料等。
(4)按喷涂材料性质可分为抗高温氧化涂层、隔热涂层、耐腐蚀涂层、耐磨涂层、导电涂层、绝缘涂层、功能性涂层、自润滑涂层、粘接底层材料等。
六、热喷涂技术的应用领域
热喷涂技术广泛应用于实现多种功能,如耐高温、抗磨损、热障、绝缘以及抗电磁波等。它可以在设备维修中修旧利废,使报废的零部件恢复使用;也可以在新产品制造中进行强化和预保护,延长产品使用寿命。此外,热喷涂技术还能够赋予基体以多种功能,如防腐、耐磨、减摩、抗氧化、隔热、导电、防微波辐射等,从而达到节约材料、节约能源的目的。
热喷涂技术被广泛应用于航空航天、汽车制造、建筑、电力等领域。以下是热喷涂技术的一些应用领域:
1. 航空航天领域:热喷涂技术被用于飞机发动机的部件表面涂层,以提高其耐高温性和耐磨性。
2. 汽车制造领域:热喷涂技术被用于汽车发动机的部件表面涂层,以提高其耐磨性和耐腐蚀性。
3. 建筑领域:热喷涂技术被用于建筑物的防火涂层、防腐涂层等,以提高建筑物的耐久性和安全性。
4. 电力领域:热喷涂技术被用于电力设备的绝缘涂层、导电涂层等,以提高设备的性能和稳定性。
六、 热喷涂的表面预处理步骤
一般分成表面预加工,表面净化和表面粗化(或活化)三个步骤来进行。
1 表面预加工
其目的:一是使工件表面适合于涂层沉积,增加结合面积;二是有利于克服涂层的收缩应力。对工件的某些部位作相应预加工以分散涂层的局部应力,增加涂层的抗剪能力。常用的方法是切圆角和预制涂层槽。工件表面粗车螺纹也是常用的方法之一,尤其在喷涂大型工件时常用车削螺纹来增加结合面积。车削螺纹应注意二个问题,首先是螺纹截面要适合于喷涂,矩形截面或半圆型截面不利于涂层的结合。此外,螺纹不宜过深,否则将喷涂过厚,成本增加。也可对涂覆表面进行“滚花”或将车削螺纹和滚花结合起来。
2 表面净化
常采用溶剂清洗,碱液清洗和加热脱脂等方法,以除去表面油污,保持清洁度。常用的清洗溶剂有:汽油、丙酮、四氯化碳和三氯已烯。对大型修复工件常采用碱液清洗。碱液一般用氢氧化钠或碳酸钠等配制,这是一种较廉价的方法。
3 喷砂粗化处理
喷砂可使清洁的表面形成均匀而凹凸不平的粗糙面,以利于涂层的机械结合。用干净的压缩空气驱动清洁的砂粒对工件表面喷射,可使基材表面产生压应力,去除表面氧化膜,使部分表面金属产生晶格畸变,有利于涂层产生物理结合。基材金属在喷砂后可获得干净、粗糙和高活性的表面。这是重要的预处理方法。
七、热喷涂操作安全事项
热喷涂包括准备和喷涂工艺相关的潜在的危险因素和在这些操作中采用的安全措施。
1、压缩空气
压缩空气应标明名称以避免与氧气或燃气混淆,不能用压缩空气来清扫衣物。同样也不能用氧气和燃气清扫。
2、噪音防护
喷涂噪音超过了限定范围,在工作区附近的所有人员应采取听觉防护。
3、呼吸保护
喷涂操作要求操作者使用呼吸保护装置。根据粉尘气体的性质、类型和大小决定使用什么样的呼吸保护装置,在有限或密封的空间喷涂,需要使用连续气流通道式呼吸器。
4、保护服
任何喷涂或吹砂需要的适当保护服,随工作种类、性质和环境而变化。 当在限定区域工作时,需穿戴耐火衣和皮革或橡胶防护手套。衣服在腕处和脚裸处要扎紧以保证飞溅的物质和粉尘不溅到皮肤上。
在敞开的环境下工作,可以使用普遍的全套工作服,但不能敞开领口,系好衣袋钮扣。要穿上高帮鞋,裤边也要遮到脚面。
在限定空间或半敞开空间喷涂铅或其它剧毒材料时,每天和每次饭前都要更换所有衣服和呼吸保护装置,用过的衣服和呼吸保护装置在重新使用前应彻底清洗,清除所有铅尘或其它毒性材料。
5、眼部保护
电弧喷涂采用的防辐射保护和电弧焊的保护一样。眼睛可以用一个3号或6号遮光镜保护,如果身体某部分直接暴露在电弧辐射中时或如果在喷涂一些特殊放射材料或反射底层时,应使用头盔。
6、设备维护
要定期检查软管和气路,对发现问题的设备应立即修复或更换。
火焰喷枪应按制造商的建议维护保养。每个热喷涂操作者应了解熟悉火焰喷枪的操作。在第一次点火之前,应认真阅读和理解枪的操作说明书。
控制氧气燃气或压缩空气流量的阀,应正确装好并加上润滑剂,这样可以保护枪体操作自如并能完全关闭。
如果枪有回火,应尽可能快的扑熄。如果在喷涂中点火时有爆燃或回火,应在检查产生原因并解决好后,才能重新点火。
火焰喷枪或它的软管不能悬挂在调节器或气瓶阀上,那样可能引起起火或爆炸。
当喷涂完后,或设备停机无人看管时,应放出调节器和软管中的所有气体,按下列顺序操作:(1)关闭枪阀。(2)关闭气阀。(3)打开枪阀。(4)转动调节螺杆到自由状态。(5)关闭枪阀。(6)关闭罐阀或调节器前的支管阀。
在清洗火焰喷枪时,不允许油进入气体混合室,对与氧气或燃气接触的火焰喷枪零件或阀不能使用普通的油或脂润滑。只能使用设备制造商推荐的特种抗氧化润滑剂。
7、操作者请时刻牢记下面的警示
(1)高速、高温的喷涂射流对人和设备都有伤害。
(2)喷涂粉尘有害健康,注意防尘、通风。
(3)喷涂噪音可能损坏听力,请使用耳罩。
(4)喷涂弧光的辐射有损视力,请戴护目镜。
总之,热喷涂技术是一种有效的表面处理技术,被广泛应用于各个领域。随着科技的不断发展,热喷涂技术在未来的应用前景也将更加广阔。