
风电塔筒结构分类、用途和制作及安装过程介绍
一、什么是风电塔筒,
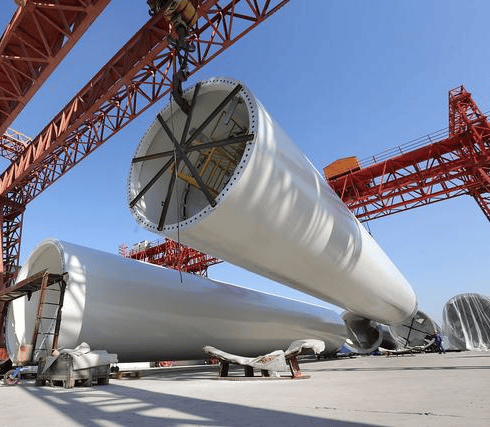
风电塔筒指风电机组和基础环间的连接构件,通常是由钢铁材料制成的圆柱形结构。风电塔筒作为风电机组和基础环间的连接构件,传递上部数百吨重的风电机组重量,是实现风电机组维护、输变电等功能所需重要部件。
风电塔筒是风力发电机组的支撑结构,由钢板卷制而成,其主要作用是支撑机组重量,并将风力转换为电能。风电塔筒的高度通常在50米到100米之间,根据风机的功率大小和安装位置的不同,风电塔筒的结构和形状也会有所差异。风电塔筒的材料通常为低合金钢板,其强度和耐腐蚀性较高。风电塔筒在制造过程中需要经过严格的质量控制,以确保其能够满足风力发电机组的运行要求,其质量直接影响着风力发电机组的安全性和可靠性。
二、风电塔筒结构
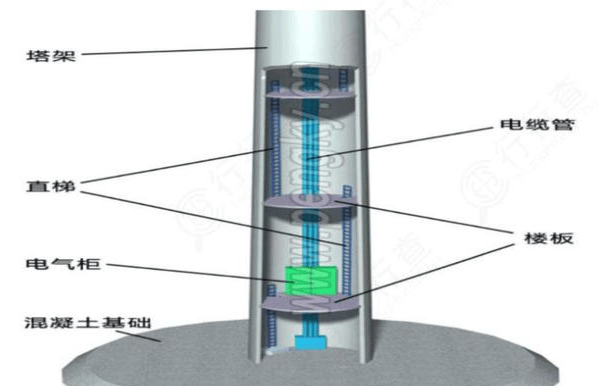
除塔体外,其内部通常有爬梯、电缆梯、平台等内部结构,以供风电机组的运营及维护使用。
塔筒基本结构:
1、外壳:塔筒外壳是指整个塔筒的外部覆盖层,通常由钢板或混凝土制成。钢板外壳通常采用焊接或螺栓连接方式,而混凝土外壳则需要采用浇筑方式进行施工。具有良好的强度和刚度,承受风、雪地震等载荷。
2、内衬:内衬是指塔筒内部与空气接触面积最大的表面覆盖层,其主要作用是保护塔筒本身不受腐蚀和磨损。常见的内衬材料有玻璃钢、聚酯纤维等。
3、连接件:连接塔筒各段的部件,保证塔筒的稳定性和整体性。
4、内部构件:包括爬梯、平台、电缆支架等,用于维护人员攀爬、设备安装等。
5、防腐涂层:为保护塔筒不受腐蚀,通常会在塔筒外部涂覆防腐涂层提高塔筒的使用寿命。
塔筒结构示意图:
三、风电塔筒主要作用:
风电塔筒在风力发电系统中具有关键的作用,它主要承担以下几个方面的功能:
1、支撑风机主体:风电塔筒作为风机的主体支撑结构,将风机的各个部分连接在一起,使其稳定地悬挂在高空。
2、支持叶片安装:风电塔筒顶部通常有一个平台,用于支持风机的叶片安装。叶片的角度和位置对风能捕捉和转化至关重要。
3、保护内部组件:风电塔筒的外壁和内壁可以保护内部的电缆、电气设备以及其他组件,避免受到恶劣环境的影响。
4、稳定性和安全性:风电塔筒的坚固结构和稳定性能确保风机能够在高风速和恶劣天气条件下安全运行,减少可能的损坏风险。
5、减少振动和噪音:通过合理的设计和制造,风电塔筒可以减少风机运行时的振动和噪音,降低对周围环境和居民的干扰。
四、风电塔筒分类
风电塔筒根据结构形式与采用材料的不同,大体分类为全钢塔、混凝土-钢混合塔筒(混塔)以及桁架式塔筒等。
全钢塔
全钢结构塔筒又称为柔塔,属于目前高塔的主要方案,整体分为4-6节进行运输和安装,可以适应绝大部分场址的运输要求,因为整体采用钢结构自重较轻,遇到大风季节摆动较为剧烈,有可能和风轮产生共振,从而降低风塔寿命、增加事故风险,柔塔的供货也容易受到钢材价格影响,总体价格较高。
混凝土-钢混合塔筒(混塔)
部分混凝土和部分钢结构称为混塔,钢筋混凝土塔筒的主要优势在于可现场施工建造,降低运输成本和整体的塔筒造价,混凝土部分采用预制模板一次成型,建设周期相对较长,安装费用较高,混凝土与钢结构的搭接部分也容易形成吸收应力的薄弱点,混凝土部分不刷漆的话,整体造型也不如柔塔美观,在役期满后拆除回收也会有点问题。
桁架式塔筒
桁架式塔筒风机结构底部以桁架为基础,结构刚度大、承载力高,可有效避免共振,比传统的钢塔约轻20%,有效降低运输的体积与重量,海上和陆上都有一些试点项目,目前市场占有份额还比较少。
五、风电塔筒制作过程
1.板材下料
数控切割下料:原材料钢板经过入厂检验,材料复验,最终来到了下料车间,正式开始下料。为减少焊接带来的变形,钢板将被切分成几十节,分别焊接后再进行组装。塔筒钢板下料全部采用数控火焰切割机,严格控制零件尺寸。数控切割机下料完成后,质检人员对每块零件进行检查,并填写工序传递卡。
开设坡口:通过半自动切割机对钢板进行坡口开设,并对坡口上氧化铁、氧化渣进行打磨,为下一步焊接做好前期准备。在进入下道工序前,每块钢板上均会写上表示零件号、控制轴线等,以便识别。
2. 卷圆
将切制好的钢板用上辊卷板机进行卷圆。卷圆前依据图纸制作内弧面样板,便于卷制过程中比对。纵缝合拢处进行打底焊接,防止卷制变形。在卷圆完成后,质检人员对卷管质量进行检查,合格后才会进入到下一工序。
3.纵缝焊接
卷圆后的钢板将进行第一次焊接,即纵缝焊接。在纵缝焊接前需对坡口的氧化铁、飞溅等进行清除,加设引弧板,对焊剂进行烘烤,提高焊接质量。由于纵缝焊接会引起筒节的收缩变形,导致其椭圆度不满足设计要求,此时需要通过校圆使其误差在允许范围内。
4.组对
在进行最后的焊接之前,首先需要将筒节与法兰、筒节与筒节之间进行组对。
筒节与法兰间的组对:法兰常用于管端之间的连接,法兰与筒体的焊接必须在筒体组对前进行焊接,所有法兰间用工艺螺栓把紧。
筒节与筒节间的组对:筒节与筒节间的组对将在组对台车上进行,两节筒节需在自然状态下闭合。
5.环缝焊接
筒节在组对后,下一步,就是进行环缝焊接。环缝焊接采用埋弧自动焊,采取双面焊接。首先进行内壁坡口焊接,再将外壁清根露出焊缝坡口金属,最后进行外壁焊接。焊接时需要用到的一个重要设备就是焊接滚轮架,筒节将放在焊接滚轮架上,通过控制滚轮使筒节转动,来进行内壁及外壁的焊接。通过多次环缝焊接,一个个筒节就连接起来了。
6.塔筒防腐
为使塔筒使用年限达到规定,需要对塔筒进行防腐处理,这道工序也很重要。首先会对完成焊接的塔筒进行喷砂除锈。随即转入防腐车间进行喷漆,由于喷砂除锈后的表面须尽快涂漆,喷漆工人会在4小时内完成底漆的喷涂工作。涂漆完成后的塔筒表面不得受到雨、雪侵湿,也不得在阳光下暴晒,塔筒会在室内保存,直到底漆固化。
7.内附件安装
在风电塔筒的内部,一般有平台、栏杆扶手、灯具等内附件,风电塔筒制作完成前的最后一步,便是安装内附件。
8.成品运输及安装
制作完成的风电塔筒,装上包装布,即可装车运往安装现场。经过一路运输,一套套风电塔筒抵达施工现场,随即进行吊装安装。
六、风电塔筒安装
1、场地准备
在进行风力发电机组塔筒安装之前,首先要进行场地准备。这包括清理场地、建立临时道路和基础设施,并确保场地平整、稳定和安全。
2、塔筒组装
当场地准备工作完成后,就可以开始进行塔筒组装。塔筒组装需要借助起重设备,将塔筒的每一节组装在一起,直至形成完整的塔筒。在组装的过程中,需要不断进行检查和测试,以确保每一节的安装质量和精度。
3、吊装安装
完成塔筒组装后,就需要进行吊装安装。安装过程中需要借助穿越机等专业设备对吊装进行控制,并确保吊装和安装的过程能够稳定而安全进行。
4、钢丝绳校正
安装完成后需要进行钢丝绳校正,以确保塔筒的竖直度和水平度。这个过程需要借助专业的工具和设备,对各个安装点和塔筒进行精准的校正和调整。
5、锚固
安装完成并进行钢丝绳校正后,就需要进行锚固。这个过程需要对塔筒进行地面固定和桥墩固定等各种方式,以确保塔筒的整体稳定和安全。
6、封顶
最后一步就是进行封顶。这个过程主要是对风机和扇叶进行组装,完成整个风力发电机组的组装。
通过以上步骤,风力发电机组塔筒的安装工作就完成了。总体上来看,这个过程涉及到多个环节和细节,需要借助专业的技术和设备进行各个步骤的组装和安装。
七、风电塔筒发展趋势
高塔架
塔筒发展趋势之一是高塔架。高切变下,高度增加风速显著提升。
高塔技术解决方案包括柔性钢塔(柔塔)、混凝土塔筒(混塔)、桁架结构塔架、斜拉索结构塔架等。相比混塔施工质量的不确定性,柔塔因其经济性优势突出、制造周期短、退役拆解方便等优势受到国内风电厂商的青睐。
未来在大功率、高塔筒趋势下,对塔筒性能要求更高,大规模制造企业工艺控制能力强、生产工艺较为先进、产品质量较高,预计未来市场集中度进一步提升。
海上风电
海上风电的单机功率、叶轮直径与塔筒高度明显高于陆上风电。
最新数据显示,2021年三季度海上风电新增并网167万千瓦,同比增长227%。截至9月底,全国海上风电累计并网装机达到1319万千瓦,同比增长75.7%。
目前,多个海上风电项目陆续传来并网消息。根据主要海上风电开发省市已公布的海上风电建设规划,“十四五”期间预计新增海上风电超过40GW,系累计装机容量的3-4倍,风电塔筒、桩基的市场需求超过1,000 亿。
海上风电设备投资中风电机组和塔筒占比高达96%:
受海上风电并网电价政策影响,沿海地区四季度海上风电并网规模将会增长。
随着“双碳”目标确立,国内风电装机空间打开,终端装机需求有望保持高速增长。长期来看,国内塔筒企业将充分受益于海内外风电市场的增长,全球市场份额有望持续提升。